
Vibratory Conveyors
See our range of vibratory conveyors and customised options
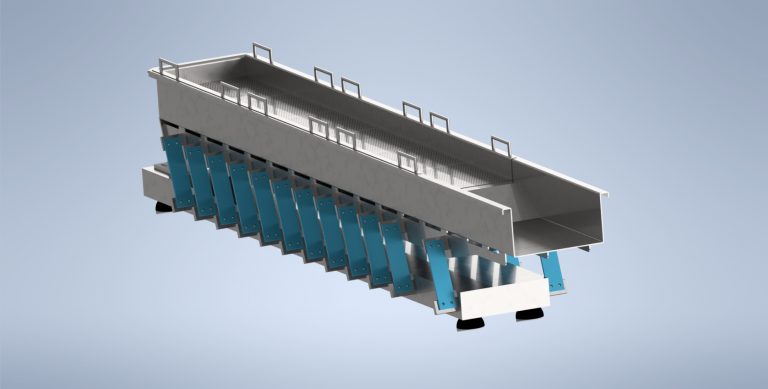
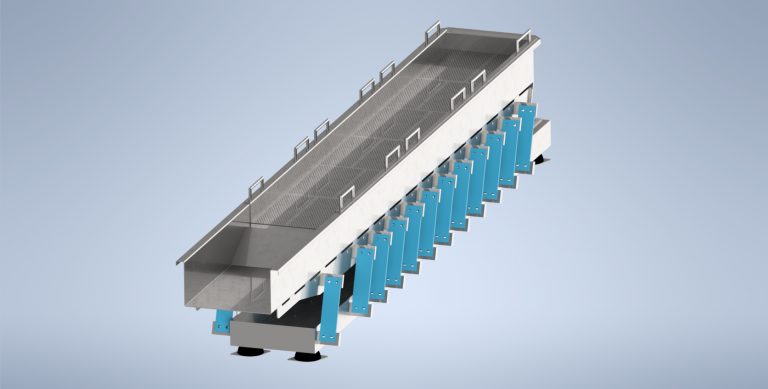
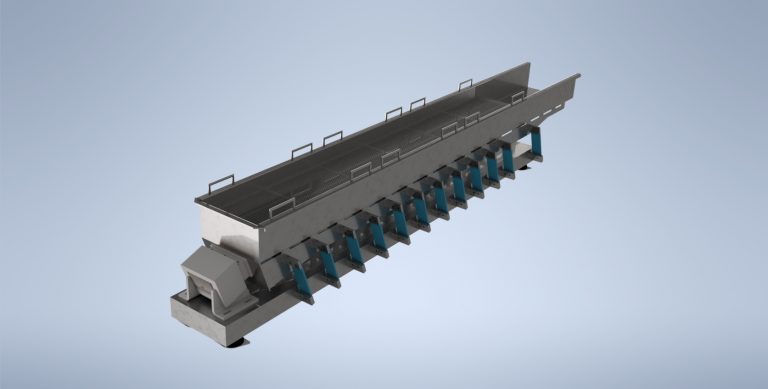
Vibratory conveyors, also known as vibratory feeders or conveyance systems, emerge as essential equipment widely adopted across various industries for streamlining the conveyance and handling of bulk materials.
Gentle Material Handling
We excel at gentle handling of delicate or fragile materials, preventing damage and preserving the integrity of your products during transportation
Efficient and Reliable
Designed for maximum efficiency, minimising energy consumption while maintaining consistent and reliable performance throughout its operational life.
Customisable Design
Can be tailored to suit your specific application and material requirements. Whether it’s the size, shape, material, or vibration intensity, we can customise it to meet your exact needs.
Low Maintenance
With its robust construction and high-quality components, our machines are built for durability and longevity, reducing downtime and maintenance costs.
Versatile Applications
From food processing to pharmaceuticals, our machinery adapts seamlessly to various industries and materials, making it a valuable asset.
Quiet and Clean Operation
The innovative design of our vibratory conveyor ensures quiet operation and minimises dust or spillage, providing a cleaner work environment and they are easy to hygiene.



Key Features
Cutting-edge Vibration Mechanism
Vibratory conveyors leverage a dynamic vibration mechanism which guarantees a controlled and rhythmic flow, effortlessly moving products along the conveyor path.
Seamless Flow, Unmatched Efficiency
Experience an uninterrupted flow of materials with vibratory conveyors, delivering a continuous and smooth conveying motion. This distinctive feature proves crucial for processes that demand a uniform material feed, elevating operational efficiency.
Tailor to Your Preferences
Many vibratory conveyors come equipped with adjustable vibration intensity settings, giving operators the power to finely tune vibration amplitude or frequency as well as start-stop functionality. This adaptability accommodates various material types, sizes, and flow requirements, ensuring versatility in handling various materials.
Customised Precision
The customisable design of vibratory conveyors is meticulously crafted to meet specific application needs. The ability to customise aspects such as size, shape, and material ensures seamless alignment with the unique requirements of your conveyed materials and production line layout.
Gentle Handling
You can expect gentle material handling with vibratory conveyors, delicately managing materials through controlled vibrations. This expertise makes them ideal for transporting fragile or delicate items, minimising the risk of product damage during transportation.
Reliable
Our vibratory conveyors are highly reliable and boast low maintenance requirements thanks to their straightforward design with few moving parts. This simplicity ensures operational consistency and ease of upkeep, enhancing overall reliability and delivering ROI. Our machines are meticulously crafted with robust materials to withstand the rigours of continuous operation. The sturdy design significantly contributes to the longevity of the equipment.
Minimal Noise and Vibrations
Vibratory conveyors are known for minimal noise and vibrations. This feature is particularly vital in applications where maintaining a quiet and low-vibration setting is paramount. This is through the use of anti-vibration mounts and our unique design methods.
Precision Integration for Streamlined Operations
Seamlessly integrate vibratory conveyors with control systems, paving the way for automated material handling processes. This integration ensures precise control over conveyor operation, facilitating seamless coordination with other equipment in your production line.
Hygiene Excellence
Explore sanitary design options available for vibratory conveyors, tailor-made for industries with stringent hygiene standards, such as food and pharmaceuticals.
Dynamic Control – Quick Start/Stop Capability
Adapt swiftly to changes in material flow, enhancing adaptability in dynamic production environments.
Energy Efficiency
The controlled vibration minimises the power required for material conveyance compared to some other conveyor types, contributing to cost-effective operations.
Frequently Asked Questions
With their precise and controlled movement, vibratory conveyors are expertly designed to handle delicate or fragile products with utmost care. They harness vibrational energy to create a smooth, consistent motion that gently propels products forward in small increments, ensuring minimal impact or agitation. This precision minimises jarring or effects that could damage delicate items, instilling confidence in their safe handling.
The conveying surface is typically a specialised tray that vibrates at an optimised frequency and amplitude. This allows fragile products to move without tumbling, tossing, or sticking to the surface, providing a gentle and secure conveyance. The ingenious design, devoid of mechanical moving parts like belts or buckets, eliminates potential pinch points that could compromise delicate products.
With their gentle, low-impact operation and meticulous engineering, vibratory conveyors offer a reliable and consistent solution for conveying fragile items such as food products and pharmaceuticals.
The main advantages of using a vibratory conveyor over a horizontal-motion conveyor are:
Higher Throughput Capacity: Vibratory conveyors can move products at higher speeds,
Processing Capabilities: Vibratory conveyors, due to their vibratory motion, can perform additional functions like dewatering, grading, screening, scalping, and separating products while conveying them. Horizontal conveyors lack this processing ability.
Flexibility in Installation: Vibratory conveyors offer more flexibility regarding where they can be installed, including inclines and declines. Horizontal conveyors require a flat surface.
Handling Sticky/Wet Products: The vibratory motion helps prevent sticky or wet products from adhering to the conveyor pan, unlike horizontal conveyors, where such products can get stuck.
Vibratory conveyors can handle dry and moist materials effectively, making them highly versatile for various applications.
For dry materials:
Vibratory conveyors excel at conveying dry, free-flowing bulk materials like grains, powders, pellets, nuts, cereals, and snack foods. The vibratory motion gently moves these products forward without degradation.
For moist/wet materials:
The vibrating action helps release the bond between surface moisture and the product, allowing effective dewatering and drainage. This makes vibratory conveyors suitable for handling wet products like green beans, carrots, salads, and some fruits like strawberries and blueberries.
Our vibratory conveyors are designed to have open constructions with rounded surfaces that are easy to clean and prevent moist products from sticking or building up.